
熱鍍鋅鋼格板在10萬噸合(hé)成(chéng)氨項目的應用(yòng)及規範要求
熱鍍鋅鋼格板由(yóu)於結構(gòu)輕、強度高、安裝方(fāng)便等特點在合成氨項(xiàng)目工程(chéng)中得到廣泛應用,在(zài)壓縮工序、脫硫轉化工序、脫碳工序、平(píng)台液氨罐區等均被大(dà)量采(cǎi)用,熱鍍鋅鋼格板應符合YB/T4001-2007《鋼格柵板及配(pèi)套件》的標準要求和本技術協議的規(guī)定。熱鍍鋅鋼格板常用32*5的扁鋼製(zhì)作。

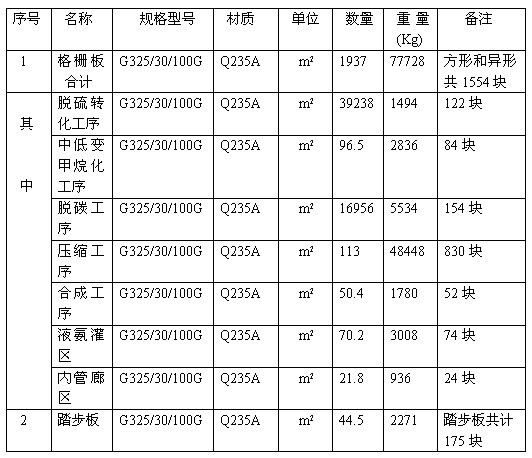
熱鍍鋅鋼格板的規格及(jí)適用部位
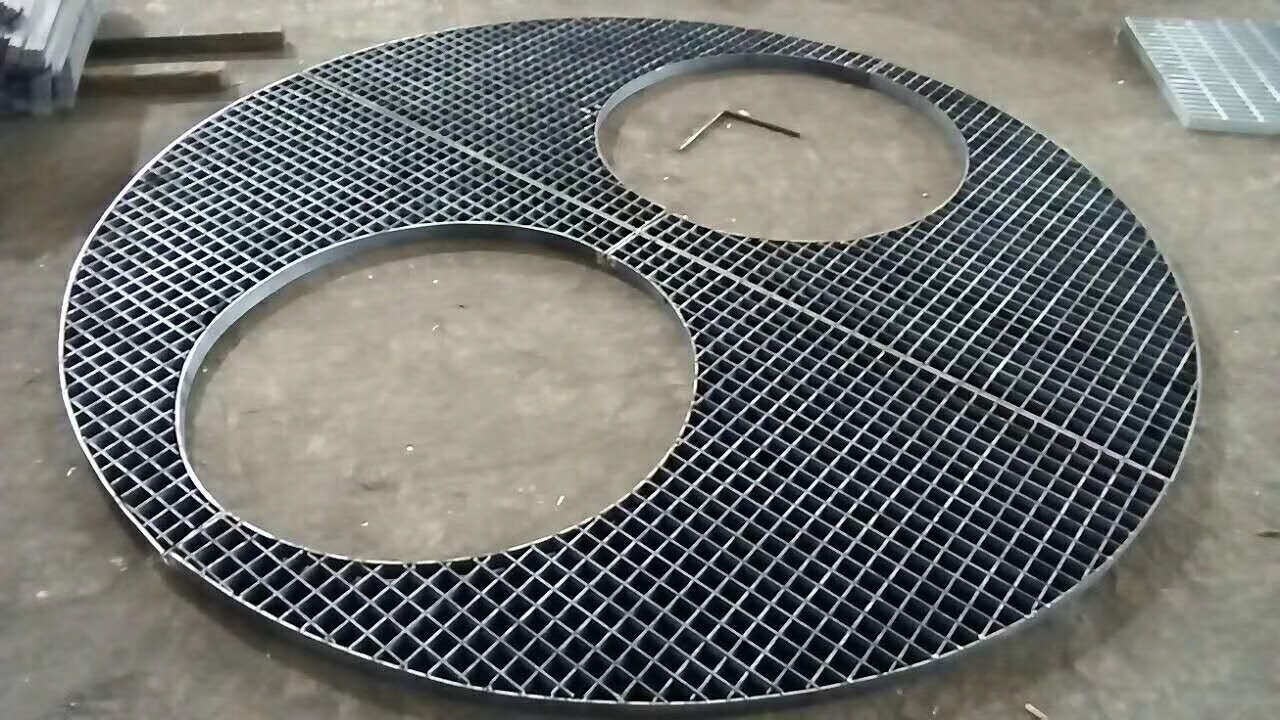
鋼格板在合成氨項目中具體應用部位圖
鋼格板產品結構模(mó)式
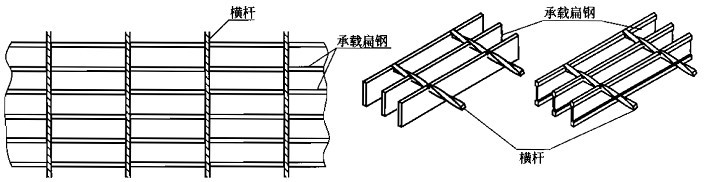
鋼格板產品結構圖(tú)
鋼格板製造規範(fàn)
1.鋼格板選用32mm×5mm金屬扁鋼與直徑(方鋼扭絞後的最大直徑)為(wéi)φ8mm±0.3的扭絞方鋼(gāng);
2.格柵板鋼(gāng)材的牌(pái)號必須符合GB/T700《優質碳素結構鋼》的材質要求。
2.1選用製造鋼格柵板用的材料應提供質量合格證明書,鋼材的化學成分(fèn)必須符合下(xià)表的規定

2.2 熱紮扁鋼寬度尺寸允許誤差+0.3-0.9 mm, 厚度尺寸允許(xǔ)誤差﹢0.2﹣0.4 mm。
3.格柵板熱浸鋅處理,符(fú)合GB/T13912的鋼鐵製品熱浸鋅層技(jì)術要(yào)求,用(yòng)於(yú)熱(rè)浸鍍的(de)熔融鋅中的雜質總含量(鐵,錫除外)不應超過總質量的1.5。
4. 包邊板采用與承載扁(biǎn)鋼相同的材質,並應符合GB/T700標準的規(guī)定。
鋼格板(bǎn)的尺(chǐ)寸標準
鋼(gāng)格柵(shān)板符合YB/T4001-2007《鋼格柵板及配套件》的標(biāo)準要求和本技術協議的規定。鋼格板的尺寸及偏差,應符合標準有(yǒu)關規定要求;
1 鋼格板長度(dù)允(yǔn)許偏差+0 -5,寬度方向允許(xǔ)偏差±5;
2 承載扁鋼(gāng)的不垂直度應不大於扁鋼寬度(dù)的10%;
3 橫杆位置偏差:橫杆表麵應不超出承載扁鋼表麵1mm;橫(héng)杆兩端通常不(bú)超過鋼格板兩側(cè)端麵2mm;
4 橫杆偏斜及間距(jù)偏差:橫杆邊緣對鋼(gāng)格板中心的(de)偏斜應不大於5mm,在(zài)任意1500mm長(zhǎng)度內,兩端橫杆間距的允許偏差(chà)為±6mm;
5 鋼格柵板外形為長方形或正方形,對角線允許偏差(chà)≤±5;
6 鋼柵格板安裝偏差(chà)為每塊之間的距離不大於10mm。
鋼格板性能檢(jiǎn)驗
1、生產廠應定期抽樣按附錄C做產品荷載性能試驗,並應根據用戶要求提供測試(shì)報告;
2、齒形係數:負荷≥0.9,繞度≥1.05;
3、鋼格板均布荷載能(néng)力≥7.5KN/㎡;
4、縱向彎曲:鋼格板的縱向彎(wān)曲撓(náo)度應不大於長度的1/200;
5、橫(héng)向彎曲:鋼格板的橫向彎曲撓度(在包邊前)應小於寬度的1/100。
焊接要求
1 承載扁鋼的端(duān)頭用相同的(de)承載扁鋼進行包邊與(yǔ)每一根橫杆焊接,且高度不小於承載扁鋼厚度的單麵貼角焊;焊接長度(dù)不小於承載扁(biǎn)鋼的(de)厚度的4倍,不允許間(jiān)隔焊接;
2無裂紋、未焊透、未融合、表麵夾渣、未焊滿的情況;
3無(wú)瀦留、無飛淺物。
鍍鋅層要求
1、目測(cè)所有熱浸鍍鋅製件,其主要表麵應平滑(huá),無滴瘤、粗糙和鋅刺(如果這些(xiē)鋅刺會(huì)造成傷害),無起皮,無(wú)漏鍍,無殘留的溶劑渣,在可能(néng)影響熱浸鍍鋅工件的使(shǐ)用或耐腐蝕(shí)性能的部位不應(yīng)有鋅瘤和(hé)鋅灰(huī)。
2、熱浸鍍鋅製(zhì)件漏鍍麵的總麵(miàn)積不(bú)應超過製(zhì)件總表(biǎo)麵積的0.5 。每(měi)個漏鍍麵的麵積不應超過(guò)10Cm2。當供需雙(shuāng)方沒(méi)有其他(tā)協議時,若漏鍍麵積大於(yú)上述規(guī)定值,這些製件應予重鍍。
3、熱浸鍍鋅製件表麵(miàn)若存在漏鍍麵,應采用熱噴塗鋅(xīn)、塗敷富鋅塗(tú)料或融敷(fū)鋅合金等方法對漏鍍麵進。
產品包裝要求
1包裝參照GB/T13384要求進(jìn)行,包裝須具有足(zú)夠的強度能保證公路運輸及裝卸的要求。
2 包裝標誌
3 鋼格板的包裝標誌應標明商(shāng)標或(huò)生產廠代號(hào)、鋼格板型號及標準號。每塊鋼格板均應(yīng)標明編號。外包裝上標明:貨物名(míng)稱(chēng)、內包裝明細、合同(tóng)號、收(shōu)貨人姓名及電話、發貨人(rén)及電話、目的地。
全國谘詢熱線
0510-68790335
聯係人:莊勇
手機:13814246669
電話:0510-68790335
地(dì)址:無錫市惠山區玉祁工業園A區(qū)8號

Copyright © 欧美日韩国产一区鋼格板有限公司 備(bèi)案號:蘇ICP備(bèi)15020607號-5



匿(nì)名網友2019/01/16
評論內容測試
管理員回複:評論回複測試